


 全國服務熱線
全國服務熱線




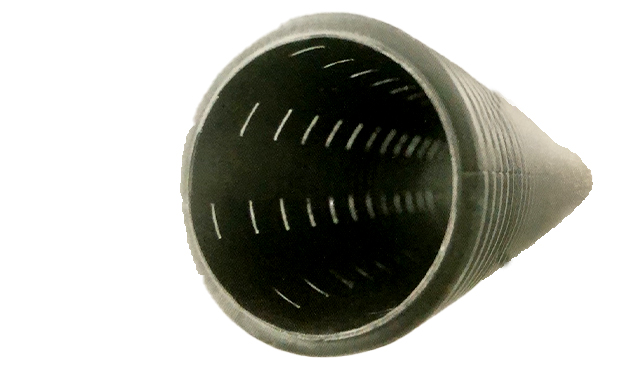
云南聯塑管道廠家在生產雙壁波紋管時達不到真空度的原因
返回列表
信息來源:www.cahv.net | 發布時間:2021年09月11日
云南聯塑管道廠家在制作雙壁波紋管的時候,由于剛開機的時候,波峰不能成型,這時候就會出現外層真空不能達到需要的真空度,這類情況其實是云南雙壁波紋管生產時候經常遇見的問題,其產生的原因如下:
云南聯塑管道廠家在生產雙壁波紋管時達不到真空度的原因:
1、機械方面:成型模塊的中心線與水套的中心線偏離過大,這樣其中一邊的物料被嚴重拖曳(拖破),不能成型;真空管路有漏氣現象;壓縮空氣氣路有堵塞;兩模塊間間隔過大等。

2、參數方面,例如成型機的速度與擠出量不匹配,如擠出量不變的話,成型機速度過快則模塊內的料坯太厚,在壓縮空氣和真空負壓的作用下料坯不能貼上模塊內表面,難以成型。如果成型機的速度過快,則料坯不足以填充模塊的內表面,大氣壓進入真空槽,無法成型。
3、原材料方面:原材料內有雜質;因為一部分原料長時間在機頭內接收熱量,致原料熱降解,失去韌性,難以成型;因部分區段溫度失控,溫度過高致物料燒焦,燒焦的物料會黏附在模具表面,在擠出過程中,時而夾帶部分焦料,夾帶有焦料的料坯就無法成型。另外,整體溫度過高也很難成型。
上面云南聯塑管道廠家從機械、參數、原材料這三方面分析了生產雙壁波紋管時達不到真空度的原因,如果你還有很多不了解的問題,歡迎撥打我廠的聯系電話與我們聯系。



 150-2515-9698 鄧先生
150-2515-9698 鄧先生 1282175151
1282175151  昆明市官渡區昌宏路旺統建材市場5幢10號
昆明市官渡區昌宏路旺統建材市場5幢10號 